REGLAGES REPSTRAP
Essais
de flow / feed:
Afin de mieux
comprendre la manière de régler les paramétres de
débit de filament en fonction de la vitesse, j'ai procédé
à quelques tests:
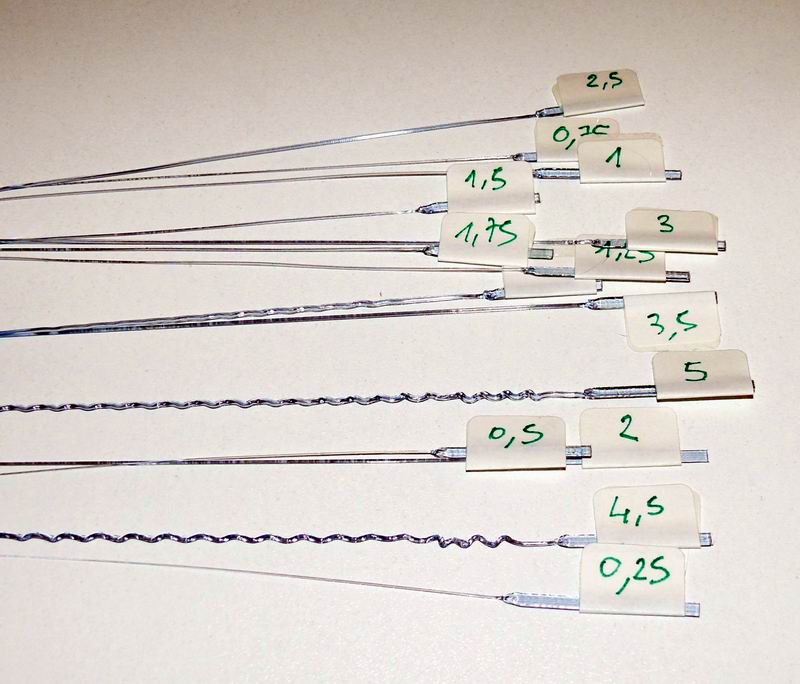
J'ai créé
un petit Gcode pour extruder 500mm de filament "en l'air".
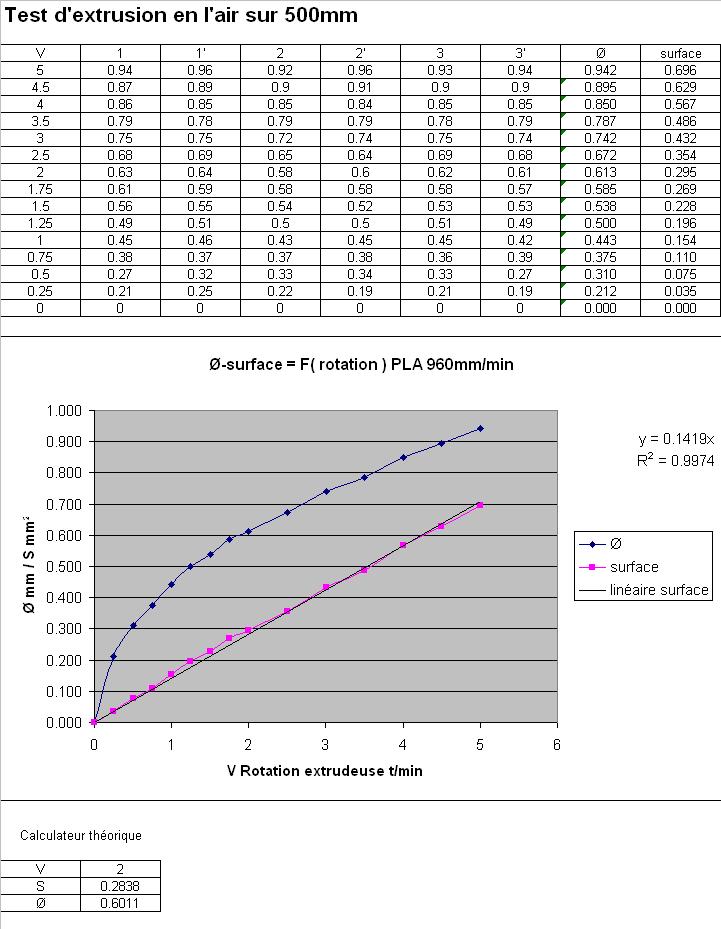
A vitesse ( feed
) donnée, j'ai fait varier la vitesse de l'extrudeuse( flow)
Résultat:
On voit bien
que le diamétre augmente en même temps que le flow. Au dessus
d'une cetraine vitesse, le débit de l'extrudeuse est même
supérieure à la vitesse linéaire (ondulations ).
Cela ne se voit pas quand on imprime en réel, car le filament est
"tassé" sur la couche inférieure.
La mesure en
6 points de l'extrudat ( début milieu fin 2 mesures à 90°
par zone ) permet de confirmer expérimentalement la relation directe
entre le débit et la surface du filament:
Donc fort de
cette linéarité, un seul essai sera suffisant pour definir
le ratio flow/feed pour une matière, une extrudeuse, et une température.
Procédure
de réglage flow / feed:
Etape 1:
Faire un essai
d'extrusion avec le petit Gcode fourni. Télécharger
Il faut 500 mm
de dégagement en X, et prévoir une zone d'accroche pour
le départ du filament ( scotch emballage ) à cette distance
de l'OP
Le test fait
un essai à vitesse 960mm/min ( 16mm/s) et à 2t/min de rotation
extrudeuse. Ces paramétres peuvent êtres modifiés
en ouvrant le fichier avec un éditeur de texte et en suivant les
commentaires.
Etape 2:
Mesurer le filament
en 6 points comme décris ci dessus, et faire la moyenne
Etape 3:
Entrer ces données
dans le calculateur de flow excel que j'ai créé: Télécharger

En mode impression,
le filament n'est pas rond. Il est plus ou moins tassé par la buse
pour prendre une forme applatie
Le calculateur
permet de definir pour une vitesse linéaire ( feed rate ) , une
épaisseur de couche ( layer thickness), et un "tassement"
( perimeter with over thickness ratio ) souhaités, la vitesse d'extrudeuse
qu'il faut ( Flow rate ).
Ce sont des facteurs
trés importants, tant sur l'aspect géométrique que
pour la solidité de la pièce. C'est la compréhension
et la maitrise de ces réglages qui permet de progresser
|